
The company wanted a solution for managing the end-to-end process from inbound of inventory to storage and later outbound to different distributors. The main objective was to improve their storage and throughput capacity in the limited space and build a process that enabled direct dispatch to the distributor. The solution requirements were a large number of storage bins and pick faces for case picking. An additional ask was the provision of manual case picking for mixed pallet formation and with the unique solution provided by Addverb, the manual process could also be automated.

Addverb visited other manually operated sites to understand their process and interacted extensively with stakeholders at all levels right from operators in factories to leaders at head office. This helped discover key information and generate critical insights into their material handling processes.
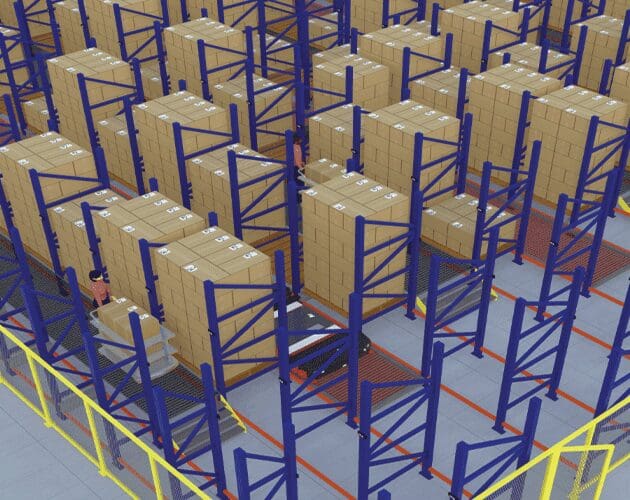
Afterwards, our solutions team collaborated closely with the customer to design a creative warehouse solution that utilised Mother-Child Shuttle, Pick-to-Light, powered by our intuitive Warehouse Control System. One of the most distinctive features of the solution was the modification of the Dense Racking System base to create aisles for Rainbow-Pallet (Mixed-SKU Pallet) formation. The entire system offered exceptional throughput due to the dynamic allocation of pick faces for picking and put-away operations.
The solution provided by Addverb is one of the most unique solutions as it utilises the Mother-Child shuttle system not only for storage and retrieval but also for Rainbow-Pallet formation at the base of the same dense racking.
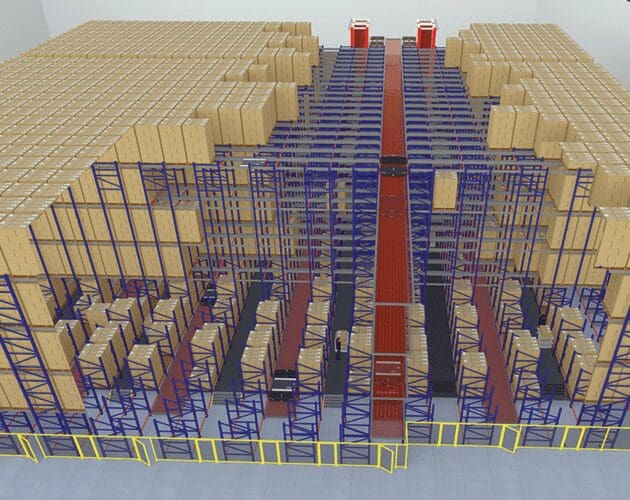
Storage system consists of G+4 levels, with 3440 pallet storage positions
At 'G' level, a single mother shuttle transfers to 6 single deep mother-child shuttle systems for order sorting and mixed pallet formation
4 multi-deep Mother-Child shuttle systems deployed on upper 4 levels. Total of 11 mother shuttles, 10 child shuttles, and supporting systems
Achieved inbound throughput of 135 pallets/hour from the production plant and outside vendors through automation solution implementation
Achieved outbound throughput of 160 pallets/hour using two outfeed units
Developed maintenance and troubleshooting system by integrating SAP EWM, WMS & PLC directly, eliminating middleware
Improved accuracy and throughput at warehouse's last touch point by using unified system for order sortation and storage
Initiated phase-2 project (High Base Area) connecting to phase-1 (Low Base Area) via mezzanine
Our extensive product portfolio helps us design customised solutions for varying industry requirements.


















